







































ผลิตภัณฑ์ขายร้อน
- ไฟเบอร์เลเซอร์เครื่องตัด
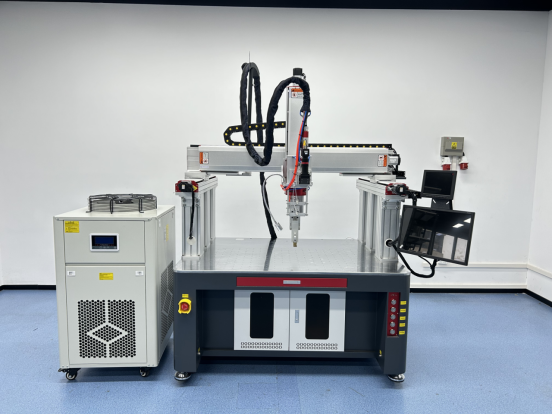
- เครื่องเชื่อมไฟเบอร์เลเซอร์
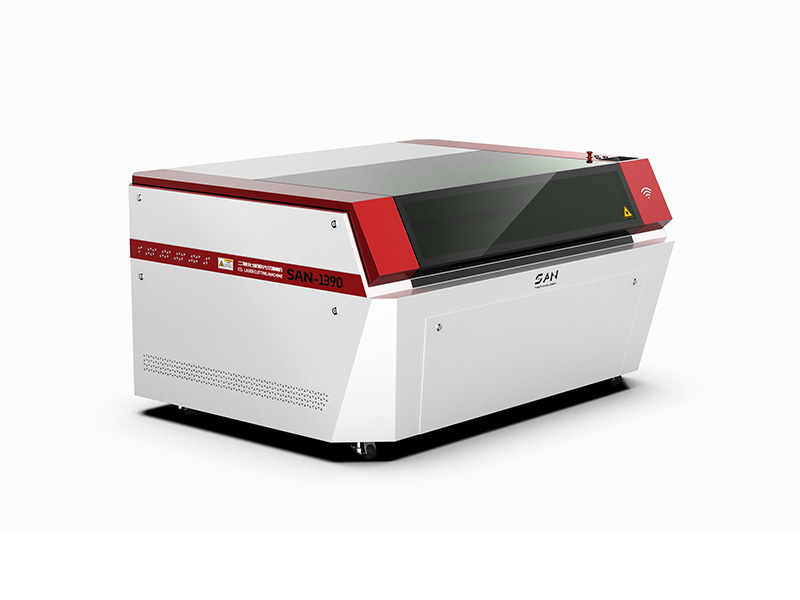
- เครื่องตัดเลเซอร์คาร์บอนไดออกไซด์
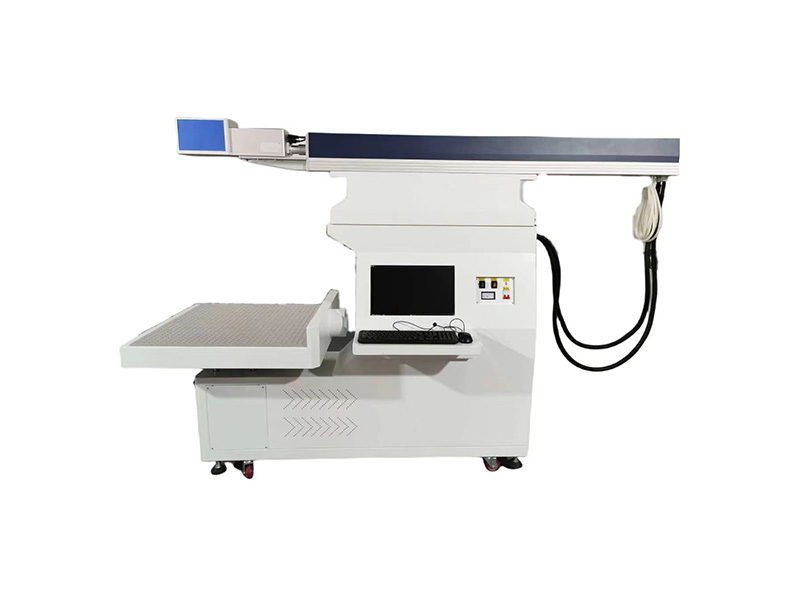
- เครื่องทำเครื่องหมายเลเซอร์






ข้อดีหลัก
-
 โซลูชันการตัด
โซลูชันการตัดไฟเบอร์เลเซอร์โซลูชั่นวิศวกรรมเครื่องตัด
ดูเพิ่มเติม -
เทคโนโลยีการตัด
หัวตัดไฟฟ้าอัจฉริยะตัดเทคโนโลยีป้องกันการชน
ดูเพิ่มเติม
ศูนย์ข่าว

-
Apr 23,
2025ชีพจรทำความสะอาดเลเซอร์เมื่อเทียบกับไฟเบอร์เลเซอร์ทำความสะอาด: ความแตกต่าง&คำแนะนำในด้านเทคโนโลยีการทำความสะอาดเลเซอร์สองโซลูชั่นหลัก ที่โดดเด่น: เครื่องทำความสะอาดเลเซอร์ชีพจร แล้วก็เครื่องทำความสะอาดเลเซอร์ไฟเบอร์ฉันไม่รู้ เทคโนโลยีทั้งสองให้การทำความสะอาด ที่มีประสิทธิภาพสำหรับการใช้งานอุตสาหกรรมต่าง ๆ แต่ความแตกต่างของพวกเขาทำให้เหมาะสำหรับกรณีการใช้งาน ที่แตกต่างกัน การเข้าใจความแตกต่างเหล่านี้ สามารถช่วยให้ธุรกิจเลือกเครื่องจักร ที่เหมาะสมสำหรับความต้องการเฉพาะของพวกเขา
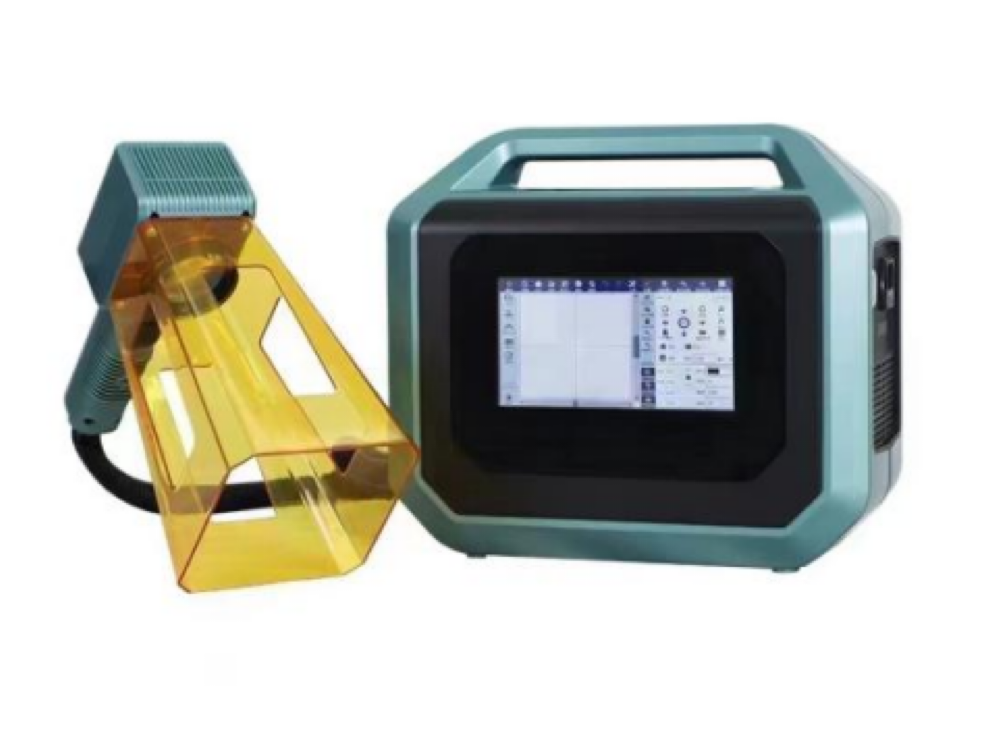
เครื่องทำความสะอาดเลเซอร์ชีพจร

เครื่องทำความสะอาดเลเซอร์แบบชีพจรใช้แหล่งเลเซอร์ของแข็งของรัฐเพื่อสร้างชีพจรพลังงานสูงสำหรับการกำจัดสนิมสีเคลือบ และสิ่งปนเปื้อนจากพื้นผิว ลักษณะหลักของ การทำความสะอาดเลเซอร์ชีพจรรวม:
ระบบทำความสะอาดเลเซอร์โดยทั่วไปราคาไม่แพงกว่า ไฟเบอร์เลเซอร์ทำให้พวกเขาเป็นทางเลือก ที่คุ้มค่าสำหรับธุรกิจขนาดเล็กถึงขนาดกลาง
ดีสำหรับพื้นผิว ที่ละเอียดอ่อน: เลเซอร์ชีพจรทำงาน ที่ความหนาแน่นพลังงานต่ำ ซึ่งช่วยลดความเสียหายจากความร้อน และทำให้เหมาะสำหรับการทำความสะอาดวัสดุ ที่ละเอียดอ่อน เช่น วัตถุประวัติศาสตร์อุปกรณ์อิเล็กทรอนิกส์ และโลหะอ่อน
ในขณะ ที่เลเซอร์ต้องการการบำรุงรักษาเป็นระยะ ๆ พวกเขายังคงเป็นตัวเลือก ที่เชื่อถือได้สำหรับการใช้งานทำความสะอาดต่าง ๆ
เครื่องทำความสะอาดเลเซอร์ไฟเบอร์

เครื่องทำความสะอาดเลเซอร์ไฟเบอร์ใช้เทคโนโลยีเลเซอร์ไฟเบอร์ขั้นสูงเป็น ที่รู้จักในด้านประสิทธิภาพความแม่นยำ และอายุการใช้งาน ที่ยาวนาน พวกเขาถูกใช้อย่างแพร่หลายในสภาพแวดล้อมอุตสาหกรรม ที่จำเป็นต้องใช้ความเร็วสูงการทำความสะอาดอย่างลึกซึ้ง ข้อดีสำคัญของการทำความสะอาดเลเซอร์ไฟเบอร์รวมถึง:
ประสิทธิภาพ ที่สูงขึ้น: ไฟเบอร์เลเซอร์ให้พลังงาน ที่สูงขึ้น และความเร็วในการทำความสะอาด ที่เร็วขึ้นทำให้เหมาะสำหรับการใช้งานอุตสาหกรรม ที่มีน้ำหนักมาก เช่น ยานยนต์อาคารต่อเรือ และการบำรุงรักษาเครื่องจักร
ตอนนี้ กำลังบำรุงรักษาอยู่ อายุการใช้งาน ที่ยาวนาน: ระบบเลเซอร์ไฟเบอร์มีส่วนประกอบ ที่ใช้งานได้น้อยลง และต้องการการบำรุงรักษาน้อย ที่สุดส่งผลให้ต้นทุนการดำเนินงานลดลงเมื่อเวลาผ่านไป
การทำความสะอาดด้วยไฟเบอร์เลเซอร์เป็นมิตรกับสิ่งแวดล้อม ที่สอดคล้องกับการปฏิบัติต่อความยั่งยืน ที่ทันสมัย
l เลือกร้านไหนดีคะ
เมื่อเลือกระหว่า ง YAGpulse ทำความสะอาดเลเซอร์ทำความสะอาด และไฟเบอร์เลเซอร์พิจารณาปัจจัยต่อไปนี้ :
งบประมาณ: ถ้าต้นทุนเป็นสิ่งสำคัญ เครื่องทำความสะอาดเลเซอร์ชีพจรอาจเป็นทางเลือก ที่ดีกว่า เนื่องจากการลงทุนเริ่มต้น ที่ต่ำกว่า
ความไวต่อวัสดุ: สำหรับวัสดุ ที่ละเอียดอ่อน หรือความร้อน ที่ไวต่อความร้อน การทำความสะอาดเลเซอร์ชีพจรเป็นสิ่ง ที่ดีกว่า เนื่องจากผลกระทบความร้อน ที่ต่ำกว่า
ตอนทำความสะอาด ประสิทธิภาพ: ถ้าคุณต้องการโซลูชันความเร็วสูงอุตสาหกรรม ที่มีการบำรุงรักษาน้อย ที่สุดการทำความสะอาดเลเซอร์ไฟเบอร์เป็นตัวเลือก ที่ดี ที่สุด
l ข้อสรุป
ทั้งสองอย่าง เครื่องทำความสะอาดเลเซอร์ชีพจร และเครื่องทำความสะอาดเลเซอร์ไฟเบอร์มีข้อดี ที่แตกต่างกันทำให้เหมาะสำหรับอุตสาหกรรม และการใช้งาน ที่แตกต่างกัน หากคุณต้องการความช่วยเหลือในการเลือกเครื่องทำความสะอาดเลเซอร์ ที่เหมาะสมสำหรับธุรกิจของคุณ ทีมงานของเราของผู้เชี่ยวชาญพร้อม ที่จะให้คำแนะนำมืออาชีพ และแนะนำทางออก ที่ดี ที่สุดสำหรับความต้องการเฉพาะของคุณ
สำหรับข้อมูลเพิ่มเติมเกี่ยวกับเครื่องทำความสะอาดเลเซอร์ของเราเยี่ยมชมเว็บไซต์ของเรา หรือเข้าถึงเราโดยตรง!
รับการสนับสนุนอย่างมืออาชีพในขณะนี้
เชื่อมโยงผลิตภัณฑ์ ที่เกี่ยวข้อง
-
Apr 18,
2025การวิเคราะห์ตลาด และแนวโน้มการพัฒนาของเครื่องเชื่อมแม่พิมพ์เลเซอร์ (ณปี 2024-2025)1. ภาพรวมของตลาด
ขนาดตลาดโลก: ทั่วโลกแม่พิมพ์เลเซอร์เชื่อมตลาดเครื่องจักรมีค่าประมาณ$1.2 พันล้านในปี 2524 โดยมีการคาดการณ์ว่า จะเป็นร้อยละ 7.5 (2025-2030) โดยได้รับปัจจัยสนับสนุนจากความต้องการจากยานยนต์อวกาศ และการผลิต ที่มีความแม่นยำ
ขอบเขตสำคัญ:

เอเชียแปซิฟิกมีอำนาจเหนือส่วนแบ่งตลาด 45 % ซึ่งนำโดยจีนญี่ปุ่น และเกาหลีใต้เนื่องจากความต้องการในด้านอุตสาหกรรม ที่รวดเร็ว และการซ่อมแม่พิมพ์
ยุโรป (30 % ) และอเมริกาเหนือ (20 % ) มุ่งเน้นไป ที่การใช้งาน ที่มีความแม่นยำสูง และระบบอัตโนมัติ
2. โปรแกรมสำคัญ
ตอนซ่อมแม่พิมพ์ การเชื่อมด้วยเลเซอร์ใช้อย่างแพร่หลายในการซ่อมแม่พิมพ์ฉีดสเปรย์มูลค่าสูงแม่พิมพ์หล่อ และแม่พิมพ์ปั๊มช่วยลดเวลา และค่าใช้จ่าย 30-50 %
ยานยนต์: สิ่งสำคัญสำหรับส่วนประกอบแม่พิมพ์ ที่ซับซ้อน ( เช่น ชิ้นส่วนเครื่องยนต์แม่พิมพ์เกียร์) ที่มีความผิดเพี้ยน ที่สุด
ใช้สำหรับแม่พิมพ์ superalloy และแบบนิคเกิล ที่ต้องการความแม่นยำสูงเป็นพิเศษ
อุปกรณ์อิเล็กทรอนิกส์: เชื่อมไมโครสำหรับแม่พิมพ์เซมิคอนดักเตอร์ และ stamping ที่แม่นยำ
3. แนวโน้มเทคโนโลยี
การครอบครองของเส้นใยเลเซอร์: ไฟเบอร์เลเซอร์ (ความยาวคลื่น 1 μ m ) มีส่วนแบ่งตลาด 65 % เนื่องจากประสิทธิภาพสูงการออกแบบ ที่กะทัดรัด และการบำรุงรักษา ที่ต่ำกว่า
การนำระบบหุ่นยนต์ ที่ขับเคลื่อนด้วย ai และการตรวจสอบแบบเรียลไทม์ ( เช่น การติดตามรอยตะเข็บ) ปรับปรุงความแม่นยำในการเชื่อมภายใน 20-30 %
การเชื่อมผสม: การรวมเลเซอร์กับการเชื่อมโค้ง ( เช่น เลเซอร์ - ทิก) เพิ่มความเร็ว และการเจาะสำหรับแม่พิมพ์ขนาดใหญ่
การผลิตสารเติม แต่ง: การสะสมโลหะเลเซอร์ ( LMD ) สำหรับการดัดแปลงพื้นผิวแม่พิมพ์ และการพิมพ์ 3 D ของโครงสร้างแม่พิมพ์ ที่ซับซ้อน
4. ภูมิทัศน์การแข่งขัน
ผู้เล่นชั้นนำ: TRUMPF (เยอรมนี), IPGPhotonics (สหรัฐอเมริกา) เลเซอร์ของ Han เลเซอร์ (จีน) Amada (ญี่ปุ่น) และเชื่อมโยง (สหรัฐอเมริกา) ควบคุม 60 % ของตลาดระดับสูง
ผู้ผลิตจีน: ได้รับแรงฉุดด้วยโซลูชัน ที่คุ้มค่า ( เช่น ราคาถูกกว่า ผู้ผลิตในยุโรป 10-30 % ) เป้าหมายไป ที่ตลาดเกิดใหม่ในเอเชียตะวันออกเฉียงใต้ และแอฟริกา
5. ความท้าทาย
ค่าใช้จ่ายเริ่มต้นสูง: ค่าใช้จ่ายระดับเริ่มต้นระบบ$50 k -$100 k จำกัด การรับบุตรบุญธรรมใน SMEs
ต้องใช้ผู้ประกอบการเฉพาะสำหรับการดีบั๊กพารามิเตอร์ ( เช่น ความถี่ชีพจรการเลือกก๊าซ)
ข้อ จำกัด ด้านวัสดุ: ความท้าทายในการเชื่อมวัสดุ ที่มีสะท้อนแสงสูง ( เช่น โลหะผสมทองแดง) และแม่พิมพ์ ที่หนาพิเศษ ( h ; 30 มม.)
6. โอกาสการเติบโต
ข้อกำหนดของแม่พิมพ์ ที่เพิ่มขึ้นในอินเดียเวียดนาม และเม็กซิโกเนื่องจากการย้ายโรงงาน
การเชื่อมเลเซอร์จะช่วยลดของเสียวัสดุภายใน 15-20 % เมื่อเทียบกับวิธีการแบบดั้งเดิมสอดคล้องกับเป้าหมาย ESG
โซลูชัน ที่กำหนดเอง: ความต้องการสำหรับระบบโมดูลาร์สำหรับแอปพลิเคชันเฉพาะ ( เช่น แม่พิมพ์อุปกรณ์การแพทย์)
ข้อสรุป
ตลาดการเชื่อมแม่พิมพ์เลเซอร์มีแนวโน้ม ที่จะเติบโตอย่างต่อเนื่องขับเคลื่อนด้วยระบบอัตโนมัตินวัตกรรมวัสดุ และการใช้งานซ่อมแซม ในหลายความยาวคลื่นเลเซอร์ และซอฟต์แวร์ ที่ใช้งานง่ายเพื่อจับโอกาสในสาขาการผลิตเอเชียแปซิฟิก และกรีน การทำงานร่วมกับผู้ให้บริการแม่พิมพ์ และโปรแกรมการฝึกอบรมเชิงอาชีพจะช่วยเอาชนะอุปสรรคด้านทักษะ
รับการสนับสนุนอย่างมืออาชีพในขณะนี้
เชื่อมโยงผลิตภัณฑ์ ที่เกี่ยวข้อง
-
Apr 17,
2025ทำไมเครื่องเชื่อมของเราถึงปรับตัวเข้ากับตลาดอเมริกันได้อย่างสมบูรณ์แบบ? โซลูชั่น ที่เฉพาะเจาะจงสำหรับการผลิต ที่มีประสิทธิภาพ!ในตลาดอุปกรณ์อุตสาหกรรมทั่วโลกการปรับตัวเข้ากับความต้องการในภูมิภาคเป็นสิ่งสำคัญ เครื่องเชื่อมของเรากับพวกเขา การออกแบบเฉพาะ ที่การรับรอง ที่เข้มงวด และบริการ ที่มีประสิทธิภาพได้กลายเป็นตัวเลือก ที่เหมาะสำหรับลูกค้าในอเมริกา บทความนี้ รายละเอียดวิธีการ ที่เราเพิ่มประสิทธิภาพอุปกรณ์ของเราให้สอดคล้องกับมาตรฐาน และความต้องการของตลาดอเมริกันอย่างเต็ม ที่

1. ปฏิบัติตามคำรับรองความปลอดภัยของอเมริกาอย่างเคร่งครัด: สำเร็จ ได้รับการรับรอง CSA
ในตลาดอเมริกา รับรอง UL ( usa ) และ CSA (แคนาดา) ข้อกำหนดสำคัญสำหรับอุปกรณ์อุตสาหกรรม เครื่องเชื่อมของเราผ่านการทดสอบอย่างเข้มงวดเพื่อให้แน่ใจว่า ปฏิบัติตาม:
···· มาตรฐานความปลอดภัยทางไฟฟ้า (ป้องกันการลัดวงจรการทำงานมากเกินไปฯ ลฯ )
· กันไฟ และวัสดุปฏิบัติตาม (มาพบกับข้อบังคับด้านสิ่งแวดล้อมของอเมริกาเหนือ)
· ความเข้ากันได้ของแม่เหล็กไฟฟ้า EMC (หลีกเลี่ยงการรบกวนกับอุปกรณ์อื่น ๆ )
การรับรองเหล่านี้ ให้กับลูกค้า ความสงบสุขของจิตใจ เมื่อซื้อโดยไม่มีความกังวลในการปฏิบัติตาม
2. จุดแรงดันไฟฟ้า; การปรับตัวความถี่: 220 V 60 Hz สำหรับระบบไฟฟ้าอเมริกัน
มาตรฐานแรงดันไฟฟ้าในอเมริกา ( เช่น สหรัฐอเมริกาแคนาดาเม็กซิโก) แตกต่างจากผู้ ที่อยู่ในเอเชีย และยุโรป คุณสมบัติเครื่องเชื่อมของเรา วงจรการทำงานให้ถูกต้อง เพื่อให้แน่ใจว่า
✅ ความเข้ากันได้กับ 220 VAC 60 Hz- สมบูรณ์แบบตรงกับกริดไฟฟ้าของอเมริกา
✅ การออกแบบแรงดันไฟฟ้ากว้าง- มือจับความผันผวนป้องกันความเสียหายของอุปกรณ์
✅ ประสิทธิภาพพลังงานสูง- ลดต้นทุนไฟฟ้า และเพิ่มประสิทธิภาพการผลิต3. บรรจุภัณฑ์ ที่แข็งแกร่ง การจัดส่ง ที่ปลอดภัย: รับประกันการจัดส่ง ที่เสียหายฟรี
การขนส่งระหว่า งประเทศอาจเกี่ยวข้องกับทะเลยาว หรือ ที่ดิน ที่มีการจัดการอย่างคร่าว ๆ เราใช้ บรรจุภัณฑ์ป้องกันหลายชั้น:
มีอา การลดแรงกระแทกภายใน- โฟมหนาแน่นสูง + ฟองน้ำสำหรับดูดซับแรงกระแทก
มีอา ภายนอกเสริม- ลังไม้ ที่กำหนดเองกันน้ำ และทนต่อแรงกระแทก
มีอา คู่ค้าส่งกำลังบำรุงมืออาชีพ- รับประกันในเวลาการส่งมอบ ที่ปลอดภัย4. การกำหนดตำแหน่งภาษา: ตอนต่อประสานภาษาอังกฤษ การสนับสนุนภาษาท้องถิ่น
เพื่อให้แน่ใจว่า ความสะดวกในการดำเนินงานสำหรับลูกค้าชาวอเมริกันเราให้:
มีอา ส่วนติดต่อปฏิบัติการภาษาอังกฤษ (ภาษาสเปนฝรั่งเศส และอื่น ๆ )
มีอา สำนวนคู่มือภาษาอังกฤษ เอกสารทางเทคนิค (ชัดเจน และเข้าใจง่าย)
มีอา วิดีโอสอนภาษาอังกฤษ (การตั้งค่า และการดำเนินการอย่างรวดเร็ว)อุปสรรคด้านภาษาช่วยเพิ่มประสิทธิภาพการทำงาน!
5. การตอบสนองวิศวกร 1 นาที
อุปกรณ์ล้มเหลวสามารถขัดขวางการผลิตดังนั้น เราจึงเสนอ:
⚡ เวลาตอบสนอง 1 นาที- วิศวกรมืออาชีพเตรียมพร้อม
มีอา รายการอะไหล่ในท้องถิ่น- ลดเวลาลงหน่อย
มีอา แจ้งเตือนการซ่อมแซมตารางเวลา- อายุการใช้งานอุปกรณ์ขยายทำไมถึงเลือกเครื่องเชื่อมของเรา?
✅ ปฏิบัติตามมาตรฐานของอเมริกาอย่างเต็ม ที่ (รับรอง UL / CSA )
✅ เพิ่มประสิทธิภาพสำหรับแหล่งจ่ายไฟในท้องถิ่น (220 v 60 Hz )
✅ บรรจุภัณฑ์ ที่ปลอดภัยสำหรับการขนส่ง ที่ปลอดภัย (เสียงกันกระแทก) กันน้ำ)
✅ ไม่มีอุปสรรคทางภาษา (ภาษาอังกฤษอินเทอร์เฟซ + คู่มือ)
✅ บริการหลังการขาย ที่ไม่ยุ่งยาก (การตอบสนองเร็ว 1 นาที)เลือกเราสำหรับโซลูชันการเชื่อม ที่ดี ที่สุด ที่ปรับให้กับตลาดอเมริกา!
มีอา ติดต่อเราเดี๋ยวนี้ สำหรับโซลูชัน ที่กำหนดเอง!
รับการสนับสนุนอย่างมืออาชีพในขณะนี้
เชื่อมโยงผลิตภัณฑ์ ที่เกี่ยวข้อง
-
Apr 17,
2025ความกังวลของผู้ใช้# 5 !บริการหลังการขาย และการสนับสนุนทางเทคนิคเป็นข้อกังวล TOP 5 สำหรับผู้ใช้เครื่องเชื่อมเลเซอร์
ข้อมูลอุตสาหกรรมเผยให้เห็น:
•ผู้ซื้อ 60 % + จัดลำดับความสำคัญหลังการขายสนับสนุนเมื่อเลือกอุปกรณ์ (ข่าวการผลิตเลเซอร์ 2023)
•การสลับซัพพลายเออร์ 35 % ของลูกค้าเนื่องจากบริการไม่ดี (สำรวจผู้ใช้ 1,200 คน)ความเจ็บปวด ที่เราแก้ได้
⌛ 48 ชั่วโมงตอบสนองเวลาจากคู่แข่ง→ การสนับสนุนตลอด 24 ชั่วโมงของเรา
มีอา วันหยุดยาว→ รับประกันการจัดส่งอะไหล่นาน 48 ชั่วโมง
���� youdaoplaceholder 0 ผู้ประกอบการ ที่ไม่ได้รับการฝึกอบรม→ โปรแกรมการฝึกอบรมฟรีตัวพิมพ์เล็กสำเร็จ:
หลังจากผู้ผลิตแบตเตอรี่ยานพาหนะไฟฟ้าเริ่มใช้บริการของเรา:
✓ เวลาตอบสนองต่อความผิดปกติลดลง 85 %
✓ อัตราการใช้อุปกรณ์ ที่ครอบคลุมเพิ่มขึ้นร้อยละ 23 %
✓ ต้นทุนการบำรุงรักษาประจำปีลดลงร้อยละ 18
นี่คือ isn ' ; t เพียงแค่อุปกรณ์ - it ' ; s ประกันการผลิต
[กำหนดการให้คำปรึกษาวันนี้ เพื่อหารือเกี่ยวกับความต้องการเฉพาะของคุณ
ป.ล.ติดตามความคืบหน้า & quot ;ข้อกังวลของผู้ใช้#4 : ความปลอดภัย และเป็นไปตามนั้น ในความเข้าใจต่อไปของเรา
รับการสนับสนุนอย่างมืออาชีพในขณะนี้
เชื่อมโยงผลิตภัณฑ์ ที่เกี่ยวข้อง
-
Apr 14,
2025วิธีการทั่วไปของการซ่อมแม่พิมพ์!แม่พิมพ์มีความสำคัญอย่างยิ่งในการผลิตภาคอุตสาหกรรม อย่างไรก็ตาม ปัญหา เช่น การสึกหรอ และรอยแตกเกิดขึ้นบ่อยครั้ง เราควรเลือกเทคโนโลยีการซ่อมแซมการเชื่อม ที่เหมาะสมอย่างไร ในฐานะแบรนด์ชั้นนำในด้านอุปกรณ์เชื่อมแม่พิมพ์ซานเลเซอร์ บทความนี้ จะให้รายละเอียดการแนะนำเกี่ยวกับวิธีการซ่อมแม่พิมพ์ ที่พบมาก ที่สุด และให้โซลูชันมืออาชีพ

1. การเชื่อมเลเซอร์: ตัวเลือกแรกสำหรับการซ่อมแซม ที่มีความแม่นยำสูง
สถานการณ์ ที่ใช้ได้: แม่พิมพ์ฉีด ที่แม่นยำแม่พิมพ์หล่อแม่พิมพ์ ที่มีพื้นผิวสูง
ข้อดี:
✅ ความแม่นยำสูงมาก (ข้อผิดพลาดน้อยกว่า ; 0.1 มม) เหมาะสำหรับการซ่อมแซมของรอยแตกเล็ก ๆ
✅ เขตความร้อนขนาดเล็กได้รับผลกระทบลดความเสี่ยงของการบิดเบือนของเชื้อรา
✅ เข้ากันได้กับระบบอัตโนมัติ และสามารถใช้กับแขนหุ่นยนต์สำหรับซ่อมแซมชุด0. การเชื่อมแก๊ส TungstenInert (ทิก) : โซลูชันการเชื่อมสากล
วัสดุ ที่ใช้: สแตนเลสอลูมิเนียมอัลลอยโลหะผสมทองแดงฯ ลฯ
ข้อดี:
✅ ความแข็งแรงการเชื่อมสูงเหมาะสำหรับแม่พิมพ์ ที่มีความเครียดสูง
✅ อุปกรณ์ ที่มีอยู่อย่างกว้างขวาง และเกณฑ์การดำเนินงานค่อนข้างต่ำ
✅ ที่สามารถซ่อมแซมความเสียหายขนาดใหญ่ได้
เคล็ดลับผู้เชี่ยวชาญ:
•อุณหภูมิความร้อน ที่ต้องได้รับการควบคุมอย่างเคร่งครัด ( ตัวอย่างเช่น เหล็ก H 13 ต้องได้รับความร้อนก่อนถึง 300-500 ℃)
•การเชื่อมชีพจรทิกจะแนะนำให้ลดการบิดความร้อน0. เทคโนโลยีการเชื่อมความเย็น: โซลูชันพิเศษโดยไม่ต้องผิดรูปความร้อน
สถานการณ์ ที่ใช้ได้:
•แม่พิมพ์ ที่มีกำแพง ( เช่น แม่พิมพ์อิเล็กทรอนิกส์)
•แม่พิมพ์ ที่ได้รับความร้อน (เพื่อหลีกเลี่ยงการประดับสอง)
ข้อดี:
✅ เชื่อม ที่อุณหภูมิห้องโดยไม่มีความเครียดจากความร้อน
✅ ไม่จำเป็นต้องประมวลผลภายหลังประหยัดเวลา
ข้อเสีย:
❌ ความแข็งแรงของพันธะค่อนข้างต่ำ (ประมาณ 60-70 % ของฐานโลหะ)
❌ เหมาะสำหรับการซ่อมแซมส่วน ที่ไม่เครียดเท่านั้น0. เทคโนโลยี ที่เกิดขึ้นใหม่อื่น ๆ
4.1 การเชื่อมแรงเสียดทาน
•ความร้อนเกิดจากแรงเสียดทานเชิงกลเหมาะสำหรับการเชื่อมโลหะ ที่แตกต่างกัน
•กรณีทั่วไป: การซ่อมแซมของเชื้อราแทรก
การเชื่อมลำแสงอิเล็กตรอน 4.2 ลำแสง ( EBW )
•ดำเนินการในสภาพแวดล้อมสูญญากาศเหมาะสำหรับแม่พิมพ์ในอวกาศ
•อุปกรณ์ราคาแพง จำกัด เฉพาะเขตข้อมูลระดับสูง0. ทำไมถึงเลือกซานเลเซอร์#39 อุปกรณ์เชื่อมเหรอ
•การใช้งาน ที่มีความยากลำบาก: ทิศทางการเคลื่อนไหวเส้นทางแสงสามารถควบคุมได้จากระยะไกลผ่านคันโยกดำเนินงานสามแกนบอกลาการปรับ แต่งด้วยตนเองของเส้นทางแสง
•เทคโนโลยี ที่เป็นกรรมสิทธิ์: การออกแบบการผ่าตัดแยกช่วยให้คุณสามารถปรับพารามิเตอร์บ่อยครั้ง ที่ระยะทางถึง 4 เมตร
•ให้บริการทั่วโลก: ให้การสนับสนุนทางเทคนิคระยะไกล 24 ชั่วโมงเครื่องเชื่อมแม่พิมพ์ใหม่ของรุ่น 2025 ตอนนี้ ลดราคาร้อน มา และสัมผัสประสบการณ์การซ่อมแม่พิมพ์แบรนด์ใหม่ และแม่นยำมาก!
รับการสนับสนุนอย่างมืออาชีพในขณะนี้
เชื่อมโยงผลิตภัณฑ์ ที่เกี่ยวข้อง
-
 เกี่ยวกับซานเลเซอร์
เกี่ยวกับซานเลเซอร์ผู้บุกเบิกในโลกของเทคโนโลยีเลเซอร์ในช่วง 10 ปี ที่ผ่านมาภูมิใจนำเสนอเครื่องเลเซอร์ล่าสุดสำหรับการใช้งานต่าง ๆ
ดูเพิ่มเติม -
 โปรแกรม และเรื่องราวของ Clent
โปรแกรม และเรื่องราวของ Clentความหลากหลายของเครื่องจักรเหล่านี้ ทำงานกับวัสดุ เช่น หนังไม้อะคริลิคผ้า และอุตสาหกรรมการแปรรูปกระดาษ
ดูเพิ่มเติม



